Low Pressure Casting Molds

In the Low Pressure Die Casting process, molten metal is poured into the mold cavities (machined from block material) under high pressure. Most die castings are made from non-ferrous metals, particularly zinc, copper, and aluminum-based alloys, but ferrous metal die casting is also possible. The die casting method is particularly suitable for applications where many small to medium parts are produced with good detail, high surface finish and dimensional consistency.
Low Pressure Casting Molds is a casting process based on the controlled filling of the mold by the liquid metal rising along the vertical runner as a result of applying pressure to the surface of the liquid metal in the melting furnace located under the mold.
Despite the application of pressure, the fact that it can be used in sand cores allows for all kinds of parts casting. Advantages compared to Sand and Gravity casting are high production numbers, good casting surface quality and high strength values. Compared to other casting methods, the risk of porosity and other casting defects is very low.
Low Pressure Die Casting Mold
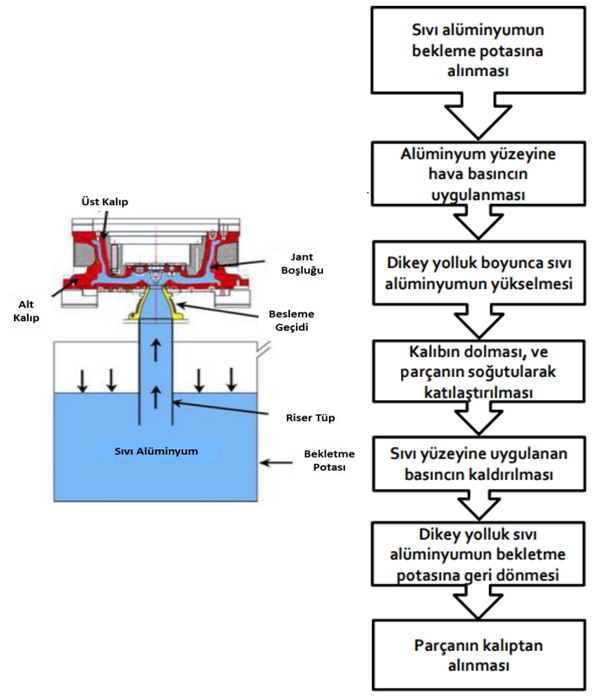
The low pressure die casting machine has an insulated chamber for molten aluminum at the bottom and a refractory lined pipe for the liquid aluminum to travel from the chamber. The lower end of this refractory lined pipe passes vertically through the furnace with the upper part sealed in molten aluminum. The mold is mounted on the machine, on the upper part of the furnace.
In the low pressure casting mold;
- Dry air pressure is applied to the furnace and molten aluminum is set in motion.
- Aluminum is discharged into the mold with low turbulence in relation to the pipe.
- The air in the mold moves away from the ventilation holes of the mold.
- The cooling process begins and the molten aluminum in the mold begins to cool from its ends.
- After the aluminum casting solidifies, the undesired aluminum air pressure is reduced and it enters the isolated chamber.
- The mold is opened, the aluminum casting part is taken and the aluminum casting process is repeated.
Among the advantages of low-pressure casting, the most important one is that the casting quality is very good, especially in thick-walled sections, and it allows much more selection of alloying elements compared to high-pressure casting. Low pressure aluminum casting has 90-95% casting efficiency because there are no horizontal runners, feeders or inlets.
Low pressure casting is one of the preferred casting processes in the pressure casting process, which has different processes. In this process, the casting process takes place by pouring or injecting the molten metal into a mold made of durable material such as cast iron. The metal then solidifies as desired. Metal molds are used for casting in the low pressure casting process. The molten metal is pressurized to allow faster filling of the mold and better control. The process uses pressures of up to 7 MPa for specialty products, but typically below 0.5 MPa. The advantages of low-pressure casting are that the casting quality is very good in thick-walled sections and a much greater selection of alloys is allowed than in high-pressure casting. Casting efficiency is 90-95% as no horizontal runners, feeders or inlets are used.
We believe in the importance of mold design and mold manufacturing in the Wheel Casting process. Because it has a direct effect on the strength and quality of the product. Thanks to our competent and experienced team and business partners, we produce the highest quality, long-lasting molds by using CNC machines integrated with CAD-CAM software.
A sealed holding furnace with liquid metal inside is connected to the upper mold by a ceramic tube. Low air pressure is applied to the sealed furnace in order to cast. The liquid metal is sent to the mold cavity by means of a ceramic tube. When the solidification in the mold is complete, the pressure is reduced to normal and the liquid metal in the tube returns to the furnace. The mold is opened and the part is ejected.
In the low-pressure casting method, the risk of turbulence is minimized as the mold fills slowly. Since it is controlled by the PLC system, the casting speed is almost equal in every piece. Unlike free casting, it fills not from the metal surface, but from inside, it does not carry oxides and inclusions.
The molds used in the Die Casting method have complex assembly elements and the equipment is extremely costly.
While designing the mold; runners, exit angles, positions of the pushers, cross-sectional areas, air pockets and of course the mold cooling system should also be taken into account when calculating.
There is a high probability of obtaining different parts by changing some parts in the molds, which are called multi-part molds. Different studies can be done in the light of customer demands. These studies increase the initial cost of the mold. However, it is easier and more convenient to change some principles instead of changing the whole mold during the production phase.
The criterion that affects the mold life the most is the temperature of the molten metal alloy. The temperature of the molten metal causes sudden heating and cooling in the die steels. When the metal is injected into the mold, the closing pressure of the molds must be resistant to the pressures that may occur. At the same time, the mating surfaces of the molds must be in full contact with each other. Because the liquid metal penetrates out of the small gaps that may occur between the surfaces, reducing the pressure of the liquid metal entering the mold. In this way, it prevents it from going to the smallest points and causes things to be handicapped.
Low Pressure Die Casting Simulation
Casting process simulation examines the quality of the part in terms of mold filling, solidification and cooling using numerical methods. It gives numerical results about the mechanical properties of the casting, thermal stresses and distortion. It gives information about the quality of the simulation casting part before the production starts. The casting process can be arranged according to the desired casting part properties. This has far more benefits than reducing pre-production sample production. Because by pre-production modeling of the entire casting process, energy, material and tooling can be saved.
The software assists the user in part design, selection of melting method, and selection of boss and mold design method, heat treatment and finishing processes. This saves money throughout the entire production process.